利用高精度特迪亞1010稱重傳感器實(shí)現(xiàn)喂料機(jī)稱重配料控制
kIN廣州南創(chuàng)電子科技有限公司
喂料機(jī)質(zhì)量是粗紡梳毛機(jī)成條質(zhì)量的關(guān)鍵因素之一,而稱重的準(zhǔn)確性是喂料機(jī)質(zhì)量關(guān)鍵因素。使得電子稱重喂料機(jī)已經(jīng)成為毛紡行業(yè)紡高支紗的迫切需要,整個(gè)稱重傳感器配料控制系統(tǒng)簡潔、操作簡單、監(jiān)控方便、數(shù)據(jù)采集準(zhǔn)確,大大提高了稱重準(zhǔn)確性以及精度。
kIN廣州南創(chuàng)電子科技有限公司
一、 系統(tǒng)構(gòu)成及工作過程
kIN廣州南創(chuàng)電子科技有限公司
(1)系統(tǒng)構(gòu)成
kIN廣州南創(chuàng)電子科技有限公司
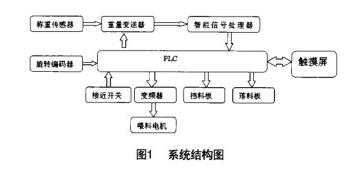
本控制系統(tǒng)由2只特迪亞1010
稱重傳感器、重量變送器、智能信號(hào)處理器、PLC、觸摸屏、接近開關(guān)、旋轉(zhuǎn)編碼器、變頻器及執(zhí)行機(jī)構(gòu)組成,如圖1所示。
稱重傳感器將重量信號(hào)傳送給重量變送器,重量變送器將接收的信號(hào)轉(zhuǎn)換為標(biāo)準(zhǔn)信號(hào)(0~10V),輸出給智能信號(hào)處理器,智能信號(hào)處理器將接收到的標(biāo)準(zhǔn)信號(hào)轉(zhuǎn)換為BCD碼輸入到PLC的16點(diǎn)輸入模塊ID212,通過PLC編程讀出此ID212的輸入數(shù)據(jù),即為重量數(shù)據(jù)。
kIN廣州南創(chuàng)電子科技有限公司
其中PLC是本系統(tǒng)的中央處理單元,它擔(dān)負(fù)著數(shù)據(jù)的采集與運(yùn)算,以及發(fā)送各種指令給執(zhí)行單元,完成相應(yīng)動(dòng)作的任務(wù)。觸摸屏能對PLC設(shè)定相應(yīng)的參數(shù),以及顯示相應(yīng)數(shù)據(jù)及故障。
kIN廣州南創(chuàng)電子科技有限公司
PLC采集的數(shù)據(jù)有旋轉(zhuǎn)編碼器信號(hào)、擋料板、落料板位置檢測信號(hào)以及稱重傳感器的重量信號(hào)、觸摸屏設(shè)定的各個(gè)參數(shù)。
kIN廣州南創(chuàng)電子科技有限公司
(2)工作過程
kIN廣州南創(chuàng)電子科技有限公司
觸摸屏設(shè)定慢速喂料值、每斗定量及設(shè)定脈沖數(shù)以及上下偏差。開始PLC的控制擋料板打開、落料板關(guān)閉,變頻器以快速喂料,此時(shí)稱重傳感器將稱斗內(nèi)料重實(shí)時(shí)送至PLC,當(dāng)?shù)竭_(dá)慢速值時(shí),變頻器以慢速運(yùn)行,這樣料的喂入量小且均勻加上下落速度慢,所以原料下落時(shí)對稱斗的沖擊很小,提高了稱重的準(zhǔn)確度。直至稱斗內(nèi)原料的重量到達(dá)設(shè)定定量,擋料板快速關(guān)閉、防止剩余原料落入稱斗。在喂料的同時(shí)PLC根據(jù)以下比例關(guān)系計(jì)算當(dāng)前脈沖數(shù),設(shè)定定量/設(shè)定脈沖數(shù)=當(dāng)前喂入量/當(dāng)前脈沖數(shù)并且與旋轉(zhuǎn)編碼器送至PLC的PV值比較。判斷是否達(dá)到當(dāng)前應(yīng)喂入量、根據(jù)快慢程度,PLC自動(dòng)給出信號(hào)修正變頻器的頻率以修正喂料速度,當(dāng)前重量等于設(shè)定定量時(shí),擋料板關(guān)閉、停止喂料。當(dāng)高速計(jì)算器PV值到達(dá)當(dāng)前脈沖數(shù)時(shí)落料板打開4s(保證稱斗內(nèi)的料完全落下),使稱斗內(nèi)的原料落入容積箱,延時(shí)1.5s(防止稱斗余振對清零的影響)后PLC輸出信號(hào)給智能信號(hào)處理器稱重清零(既去皮控制)。同時(shí)將此次稱量的參數(shù)——實(shí)際毛重、當(dāng)前脈沖數(shù)、報(bào)警代碼、偏差采集到存儲(chǔ)器中,以備查詢。變頻器開始運(yùn)行、快速喂料、下一循環(huán)開始。
kIN廣州南創(chuàng)電子科技有限公司
二、 軟件系統(tǒng)設(shè)計(jì)
kIN廣州南創(chuàng)電子科技有限公司
控制系統(tǒng)軟件設(shè)計(jì)分為PLC編程、觸摸屏編程。
kIN廣州南創(chuàng)電子科技有限公司
(1)PLC編程
kIN廣州南創(chuàng)電子科技有限公司
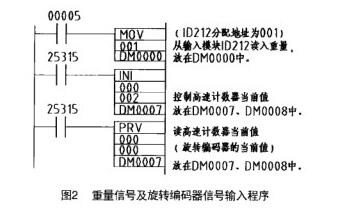
PLC編程分為信號(hào)采集、數(shù)據(jù)運(yùn)算、數(shù)據(jù)存儲(chǔ)以及各邏輯控制,下面著重介紹重量信號(hào)以及旋轉(zhuǎn)編碼器信號(hào)輸入程序、見圖2:
應(yīng)該注意先設(shè)置PLC高速計(jì)數(shù)器功能有效、只要將數(shù)據(jù)區(qū)DM6642設(shè)定為0114(注:“01”指使用高速計(jì)數(shù)器;“1”指軟件復(fù)位;“4”指計(jì)數(shù)器為遞增模式)。
kIN廣州南創(chuàng)電子科技有限公司
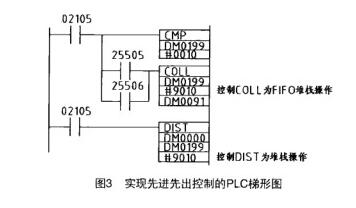
最近10稱斗的各歷史數(shù)據(jù)信息,采用先進(jìn)先出的方式。下面以DM0000中的當(dāng)前重量為例說明、COLL指令與DIST指令配合使用、當(dāng)執(zhí)行條件ON時(shí),將DM0000中的數(shù)據(jù)放到DM0200(DM0199+1)-DM0209(DM199+10)中。執(zhí)行條件每ON一次,DM0000中的數(shù)據(jù)放進(jìn)DM0200中一次,并且DM0200至DM0209的數(shù)據(jù)上移一次,實(shí)現(xiàn)先進(jìn)先出。PLC梯形圖見圖3:
(2)觸摸屏編程
kIN廣州南創(chuàng)電子科技有限公司
觸摸屏編程包括各種數(shù)據(jù)查詢畫面、設(shè)定畫面、報(bào)警畫面的編程以及各設(shè)定與顯示參數(shù)的數(shù)據(jù)區(qū)與PLC的通訊。
kIN廣州南創(chuàng)電子科技有限公司
系統(tǒng)設(shè)計(jì)完成,最后應(yīng)該標(biāo)定稱重的準(zhǔn)確度:把標(biāo)準(zhǔn)砝碼放在稱斗上,通過修改智能信號(hào)處理器的參數(shù)來標(biāo)定稱重系統(tǒng)準(zhǔn)確性。
kIN廣州南創(chuàng)電子科技有限公司
4、 功能與特點(diǎn)
kIN廣州南創(chuàng)電子科技有限公司
本系統(tǒng)通過觸摸屏方便設(shè)定參數(shù),顯示實(shí)時(shí)數(shù)據(jù)及最近10次的有關(guān)數(shù)據(jù)并且具有故障及故障點(diǎn)顯示功能,硬件采用高性能產(chǎn)品,運(yùn)行穩(wěn)定、工作可靠、維修率低。軟件設(shè)計(jì)上完善的故障診斷及顯示功能有效的保證了該系統(tǒng)工作的可靠性與維修的方便性。智能信號(hào)處理器將稱重傳感器的模擬信號(hào)精確的轉(zhuǎn)換為BCD碼,極大提高了稱重精度及穩(wěn)定性,為梳理機(jī)的成條質(zhì)量提供了有力的保障。
kIN廣州南創(chuàng)電子科技有限公司
kIN廣州南創(chuàng)電子科技有限公司
kIN廣州南創(chuàng)電子科技有限公司
kIN廣州南創(chuàng)電子科技有限公司
廣州南創(chuàng)其他熱銷產(chǎn)品推薦:
kIN廣州南創(chuàng)電子科技有限公司
德國HBM稱重傳感器kIN廣州南創(chuàng)電子科技有限公司
Tedea 稱重傳感器kIN廣州南創(chuàng)電子科技有限公司
Mettler Toledo 稱重傳感器kIN廣州南創(chuàng)電子科技有限公司
kIN廣州南創(chuàng)電子科技有限公司
kIN廣州南創(chuàng)電子科技有限公司